你好 歡迎來到佛山市潤合建材有限公司官網(wǎng)
據(jù)統(tǒng)計(jì),我國建筑領(lǐng)域碳排放量占到全國總碳排放量的近1/3。伴隨城市化程度不斷提高,我國新增建筑的工程建設(shè)每年產(chǎn)生的碳排放仍在不斷攀升,建筑領(lǐng)域的節(jié)能減碳是實(shí)現(xiàn)我國碳達(dá)峰、碳中和目標(biāo)的‘關(guān)鍵一環(huán)’。
墻體材料,作為主要建筑材料,起著圍護(hù)、承重等至關(guān)重要的作用,是建筑設(shè)計(jì)中最重要的元素之一。隨著生活水平提高,人們對居住環(huán)境舒適度也有越來越高的要求,高品質(zhì)墻材的需求日益增加。如何在綠色低碳發(fā)展的前提下,保障墻材行業(yè)高質(zhì)量發(fā)展?今天我們就一起了解一種新型墻材——ALC墻板。
《蒸壓加氣輕質(zhì)混凝土》的英文名稱為Autoclaved Aerated Ligntweight Concrete,ALC和AAC都是其縮寫,日本及亞洲部分地區(qū)將其縮寫為ALC,歐洲將其縮寫為AAC。

1889年,一個(gè)叫霍夫曼(Hofman)的捷克人最先取得了制造加氣混凝土的專利。1923年,瑞典人埃克森(J·A·Eriksson)以鋁粉為發(fā)氣劑(類似于發(fā)酵粉)制造出能夠大規(guī)模工業(yè)化生產(chǎn)的加氣混凝土,并于1929年在瑞典建成世界首座加氣混凝土廠。隨后,加氣混凝土工業(yè)得到了很大發(fā)展,在瑞典形成了“伊通(Ytong)”和“西波列克斯(Siporex)”兩大專利及相應(yīng)的工廠。如今,加氣混凝土的生產(chǎn)和應(yīng)用更是早已遍及五大洲60多個(gè)國家。
1.我國開始重視對加氣混凝土的研究和應(yīng)用
1958年,原建工部建筑科學(xué)研究院開始研究蒸壓粉煤灰加氣混凝土,1962年起建筑科學(xué)研究院與北京有關(guān)單位研究并試制了加氣混凝土制品。并很快在北京市硅酸鹽制品廠(北京加氣混凝土二廠前身)和貴陽灰砂磚廠半工業(yè)性試驗(yàn)獲得成功。
1965年引進(jìn)瑞典西波列克斯公司專利技術(shù)和全套裝備,年設(shè)計(jì)能力13.5萬立方米,在北京北郊清河鎮(zhèn)建成我國第一家加氣混凝土廠——北京加氣混凝土廠,標(biāo)志著我國加氣混凝土進(jìn)入工業(yè)化生產(chǎn)時(shí)代。

1. 輕質(zhì)高強(qiáng),材料容重小凝土容重的1/4,粘土磚的1/3。內(nèi)置雙層雙向鋼筋網(wǎng),提高樓板承載能力,樓板最小抗壓強(qiáng)度4MPa。
2. 隔音效果好根據(jù)厚度不同其可降低30-50分貝噪音,其隔音效果符合國家住宅隔音要求。
3. ALC板是一種硅酸鹽材料。內(nèi)部結(jié)構(gòu)穩(wěn)定,不存在老化問題,不易風(fēng)化,具有良好的耐酸堿性,正常使用年限可與建筑同壽命。
4. 保溫、隔熱、防火效果顯著。加氣混凝土為多孔材料,導(dǎo)熱系數(shù)僅為(B04級(jí))0.14,保溫隔熱是黏土的3倍,混凝土的10倍。ALC板為A類不燃材料,其防火時(shí)限4小時(shí),可有效抵御火災(zāi),防止火勢蔓延。
5. 材料環(huán)保、室內(nèi)無有害物質(zhì)釋放.ALC板以為水泥、石灰、石英砂為主要原料,在生產(chǎn)和使用過程中均無毒、無放射性。
6. 經(jīng)濟(jì)性好,整體造價(jià)低、工期短。材料容重小可降低結(jié)構(gòu)基礎(chǔ),主體結(jié)構(gòu)的整體造價(jià)。
生產(chǎn)工藝

ALC板生產(chǎn)流程
1、原料制備
生產(chǎn)蒸壓加氣混凝土,首先將硅質(zhì)材料,如砂子進(jìn)行磨細(xì),其中根據(jù)原材料要求及工藝特點(diǎn),有的采取干磨成粉,有的加水濕磨制漿,還有一部分與石灰等混磨。

2、鋼筋加工、組裝
鋼筋加工是生產(chǎn)蒸壓加氣混凝土板的特有工序。包括鋼筋的除銹、調(diào)直、切斷、焊接、涂料制備、涂料浸漬和烘干。鋼筋是生產(chǎn)蒸壓加氣混凝土板的結(jié)構(gòu)材料。工序控制不僅影響產(chǎn)品質(zhì)量,更會(huì)直接影響建筑物的性能與安全性。鋼筋組裝是把經(jīng)過防腐處理的鋼筋按照工藝要求的尺寸和相對位置組合后,裝入模具,等待澆筑。

3、配料、澆筑、預(yù)養(yǎng)
配料,是把制備好并貯存待用的各種原料,進(jìn)行計(jì)量、溫度和濃度的調(diào)整,少量摻雜的材料現(xiàn)場進(jìn)行計(jì)量制備,然后按照工藝要求,依次向攪拌設(shè)備投料。
澆筑工序,是蒸壓加氣混凝土板區(qū)別其他混凝土獨(dú)特工序之一。澆筑就是把經(jīng)過計(jì)量攪拌好的料漿,通過攪拌機(jī)澆筑入模。

4、切割
①、板材拔釬后,輸送到翻轉(zhuǎn)吊具工位;
②、翻轉(zhuǎn)吊具運(yùn)到切割機(jī)組,進(jìn)行脫模;
③、胚體進(jìn)行六面式切割。
5、編組、蒸養(yǎng)、出釜

蒸壓養(yǎng)護(hù)工序,是生產(chǎn)ALC板非常重要的工序,只有經(jīng)過一定的溫度和足夠的時(shí)間,才能使胚體發(fā)生物理化學(xué)變化,產(chǎn)生足夠的強(qiáng)度,滿足施工的需要。
6、分揀、打包
胚體出釜后,經(jīng)過吊運(yùn)、檢驗(yàn)、包裝、小車,運(yùn)至固定存放場所。同時(shí)底板進(jìn)行清潔出油。保證運(yùn)往市場的產(chǎn)品是合格的產(chǎn)品和保證下一個(gè)生產(chǎn)工序正常進(jìn)行。
施工安裝工藝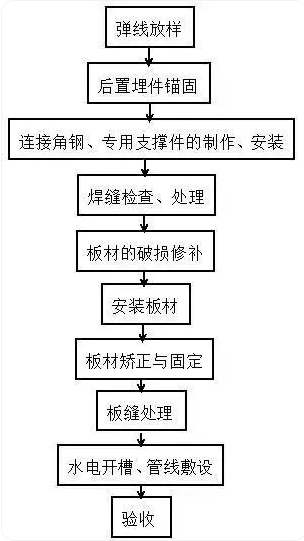
外墻板的施工工法
外墻板主要通過U型卡、管卡、直角鋼件和螺栓等固定在結(jié)構(gòu)上,實(shí)現(xiàn)板材的平整、穩(wěn)固。外墻板施工時(shí),從彈線到安裝,每一步都很重要,要把握施工要點(diǎn)。
1.放線:根據(jù)工程平面布置圖和現(xiàn)場定位軸線,確定ALC板安裝位置和相應(yīng)的固定構(gòu)件的安裝位置。

2.排版:宜從門洞處向兩端依次進(jìn)行,無門洞口的應(yīng)從一端往另一端順序安裝,當(dāng)不符合模數(shù)時(shí),可適當(dāng)調(diào)整洞口構(gòu)造柱或自由端構(gòu)造柱截面尺寸。
3.安裝:
(1)若采用U型卡法,按照彈好的墻體位置線安裝U型卡,每塊板一只U型卡與鋼梁焊接,或用兩只射釘與砼連接。U型卡的中間位置盡量對著板與板的拼縫(第一只除外),卡住板材的高度需≥20mm。固定U型卡件的方式如果是射釘固定,則不得少于2個(gè);如果是點(diǎn)焊固定,不得少四個(gè)固定點(diǎn),焊波應(yīng)均勻,不得有裂紋、未溶化、夾渣、焊瘤、咬邊、燒穿和針狀氣孔等缺陷,焊接處無殘留物且做防銹處理。若采用直角鋼件法,待板材墊起后,用射釘或焊接進(jìn)行固定。若采用鉤頭螺栓法,先通過射釘或焊接固定角鋼,再固定鉤頭螺栓。若采用管卡,管卡應(yīng)先固定在板材端面上,板材墊起后,通過射釘或焊接固定在結(jié)構(gòu)梁上。以上四種方法,可以兩種同時(shí)使用。

(2)依次安裝板材,待板材的頂部與砼或鋼梁之間的間隙填充有聚氨酯材料或其他柔性材料,板材的底部與砼或鋼梁用木楔固定,板材底部與砼、鋼梁或樓板之間的間隙均填充膨脹砂漿。一般3~5天后可拔出木楔,并對木楔洞和螺栓安裝槽口補(bǔ)入聚合物砂漿。

(3)無論平口或槽口,都需要在板縫處粘接寬度為100~200mm網(wǎng)格布?jí)喝刖酆衔锼嗌皾{,總厚度約5~10mm,寬度約100~200mm。

樓板或屋面板施工方法
ALC板作為樓板或屋面板在框架結(jié)構(gòu)和鋼結(jié)構(gòu)中應(yīng)用做法相似:

1.放線:在每道梁上拉通線,用水泥砂漿找平,使表面平整,坡度一致。找平后根據(jù)排版圖,在屋面梁上放線定出每塊板位置。
佛山市潤合建材有限公司
手機(jī)號(hào): 18927285584 譚小姐 座機(jī)電話: 0757-87787598
客服QQ:3226762180 地址:佛山市三水區(qū)西南街道 備案編號(hào):粵ICP備20064637號(hào)
20064637